
Bürkle Process Technologies, a laminator manufacturer from Germany, presented the lamination process of glass-backsheet (GB) and glass-glass (GG) crystalline PV modules using an Ethylene Vinyl Acetate (EVA) encapsulant at this year’s EU PVSEC, held in September in Amsterdam.
Bürkle has optimized its short lamination process for GB modules and two-step lamination for GG modules process bringing the flexibility to the module manufacturer in deciding their production capacity.
The present lamination process time for GB and GG modules developed by Bürkle runs to 7-8 minutes. Bürkle has presented the results to improve the current process times by more than 20%, depending upon the material used.
The laminator manufacturer has performed several tests – such as gel content measurement, temperature uniformity, EL test, edge-pinching measurement and visual checkups – to ensure the correct process development.
Daniel Klaus, who handles R&D for Photovoltaics at Bürkle, said: “We have laminated full 60 cell modules on our lab laminator to develop the correct recipe. Because if we test small size module and develop a recipe, then the same recipe will not work for the full-size module. Therefore, there is no point wasting time, energy and material on small size modules.”
The results are in
Bürkle used PPE backsheets for its GB module lamination testing. It presented the case that up to 175°C temperature and more than 1000mbar pressure can be applied to accelerate the process. “More and more EVA encapsulant manufacturers are producing a fast cure and ultra-fast cure EVA, which even helps to reduce the process time,” said Klaus.
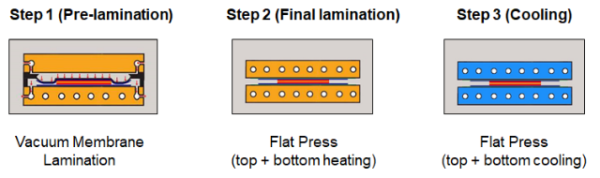
Figure: Bürkle’s two-step GG module lamination process.
The GG module market is also growing, and Bürkle is actively developing its machine and process, to produce excellent GG modules. Commenting on the issue related to GG modules, Robert Gaiser, project manager for photovoltaics at Bürkle, said: “One of the major issues in GG modules is edge-pinching because most of the laminator companies using membrane press or extra frame to laminate the module or having no process knowledge. But with our two-step process, we have managed to achieve an edge thickness variation that is far below the possibilities with a membrane laminator.”
For GG module testing, Bürkle used 2mm-2mm thick glasses for lamination. The company concluded that GG module lamination is a critical process. Buerkle says the process temperature for GG lamination should be lower than the temperatures for GB, otherwise it will create defects like EVA outflow and voids on the edges.
The results show temperature uniformity of ±1.5°C across the module for both types, which is measured during a lamination process through thermocouples placed between the module layers.
Klaus also mentioned that Bürkle had developed the process for both GB and GG modules with polyolefin (PO) encapsulant, which they are already testing at the various manufacturer sites.
TCO discussion
Bürkle concluded that the difference in the Total Cost of Ownership (TCO) was up to a 10% reduction in manufacturing cost per module, after the process improvement.
Commenting on these cost benefits, Michael Essich, sales director, photovoltaics at Bürkle, said: “With our machine and process the company can have higher throughput, and will get the payback faster. We save a lot at an operational level, and that affects the TCO.”
In a conversation with Ken Song, sales head for photovoltaics at Bürkle Shanghai, during the recent REI Expo in India, he added: “Machines bring energy saving, less footprint, less requirement of automation units around, higher production, and lower maintenance. With all this quality, the TCO will be quite less in comparison to cheap laminators from China.”
This content is protected by copyright and may not be reused. If you want to cooperate with us and would like to reuse some of our content, please contact: editors@pv-magazine.com.






By submitting this form you agree to pv magazine using your data for the purposes of publishing your comment.
Your personal data will only be disclosed or otherwise transmitted to third parties for the purposes of spam filtering or if this is necessary for technical maintenance of the website. Any other transfer to third parties will not take place unless this is justified on the basis of applicable data protection regulations or if pv magazine is legally obliged to do so.
You may revoke this consent at any time with effect for the future, in which case your personal data will be deleted immediately. Otherwise, your data will be deleted if pv magazine has processed your request or the purpose of data storage is fulfilled.
Further information on data privacy can be found in our Data Protection Policy.